
Allersberg
Beschichtung
Länge
7.500 mm
Breite
750 mm
Höhe
2.200 mm
Eloxal
Länge
8.500 mm
(EV2 und EV3: 6.500 mm)
Breite
600 mm
Höhe
2.200 mm
ELOXAL bedeutet ELektrolytische OXydation von ALuminium und ist ein elektrochemischer Vorgang, der die Aluminium-Oberfläche in Aluminiumoxid umwandelt. Dabei ist die Oxidschicht fest mit dem Aluminium verbunden. Die Dicke der Schicht ist messbar und wird über das bewährte Standard-GS-Verfahren festgelegt.
Die Vorteile des Eloxierens sind überzeugend:
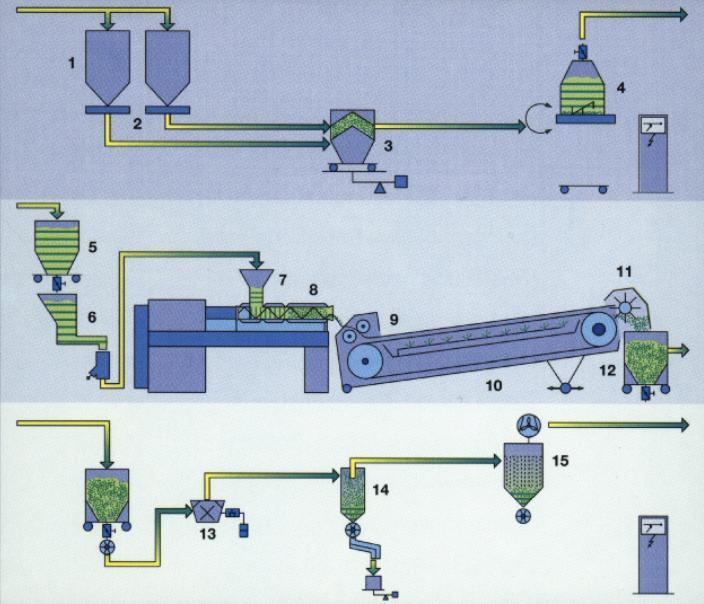
Stichwortartig ein kurzer Überblick über die einzelnen Arbeitsschritte:
Entfetten:
Beseitigung von Schmutz und Ölen auf der Oberfläche
Spülen
Beizen: entweder
E0: Abtrag der natürlichen Oxidschicht
oder
E6: Die natürliche Oxidschicht wird abgetragen und es wird eine matte Oberfläche erzielt, Riefen und Aufrauungen werden egalisiert.
Dekapieren:
Beseitigen von Beizrückständen und zum Aufhellen des Materials.
Eloxal:
Anodische Oxidschichten werden an einem als Anode geschalteten Metall erzeugt. Durch die Einwirkung des elektrischen Stroms entsteht während der Elektrolyse an der Anode atomarer Sauerstoff, der mit dem Aluminium reagiert, wobei sich Aluminiumoxid bildet.
Spülen
Color-Bad:
Färben der Eloxalschicht in hellbronze über dunkelbronze bis schwarz.
Goldfärbe-Bad:
Färben von Hellgold bis Dunkelgold (EV2 – EV3) erfolgt in anorganischer Eisen-III-ammonium-oxalatlösung ohne Strom.
Spülen
Verdichtung:
Durch das Verdichten wird die offene, poröse, reaktions- und für Fremdstoffe aufnahmefähige Oxidschicht geschlossen und somit die optimale Korrosionsbeständigkeit [Witterungsbeständigkeit] erreicht.
Reinigung von eloxiertem Aluminium ist problemlos. Je nach Grad der Verschmutzung empfiehlt sich ein neutrales Netzmittel mit Wasser (z. B. Pril) oder ein spezieller Eloxal-Reiniger. Dieser sollte jedoch nur mit einem Scotch-Brite, Typ A, verwendet werden. Um eine ebenso gleichmäßige wie schlierenfreie Oberfläche zu erhalten, muss diese abschließend mit einem trockenen und weichen Tuch poliert werden. Achtung: Säuren, alkalische Reiniger, Mörtel etc. zerstören die Eloxalschicht!
Beschichtung
Länge
7.500 mm
Breite
750 mm
Höhe
2.200 mm
Eloxal
Länge
8.500 mm
(EV2 und EV3: 6.500 mm)
Breite
600 mm
Höhe
2.200 mm
Beschichtung
Länge
700 mm
Breite
300 mm
Höhe
400 mm
Eloxal
Länge
1.800 mm
Breite
400 mm
Höhe
550 mm
Beschichtung
Länge
6.700 mm
Breite
850 mm
Höhe
2.250 mm